
In den Laboren und Technika kann die gesamte Prozesskette für eine kontinuierliche Beschichtung, beginnend mit der Masseaufbereitung über Laborversuche bis hin zur kontinuierlichen Herstellung von Rollenware in variablen Materialbreiten (20 – 75 cm) sowohl aus niedrigviskosen pastösen als auch thermoplastischen Polymersystemen abgebildet werden. Dadurch ist bei der Wahl des geeigneten Verarbeitungsprozesses ein hohes Maß an Flexibilität gegeben. Im Vorfeld einer Produktentwicklung können beide Verarbeitungsvarianten gleichrangig in Betracht gezogen werden.
Für produktbezogene Entwicklungen ist ein Upscaling in den Pilotmaßstab Teil des Projektes. Die Vorteile für den Anwender sind einerseits die dadurch gewonnenen produktionsrelevanten Prozessparameter und andererseits Mustermaterialien, die als Rollenware in verarbeitungsrelevanten Breiten bis zu 75 cm zur Verfügung stehen. Für solche Entwicklungen werden vorzugsweise Streichverfahren, Tiefdruck, Extrusion und Kalanderverfahren eingesetzt.
Die Technologien in unseren Technika stehen jederzeit für die Nutzung durch Kunden zur Verfügung. Fragen bezüglich technologischer Möglichkeiten sowie zur Versuchsdurchführung beantwortet Ihnen gern unser Leiter der Kunststofftechnika.
Labor- und Technikumsanlagen
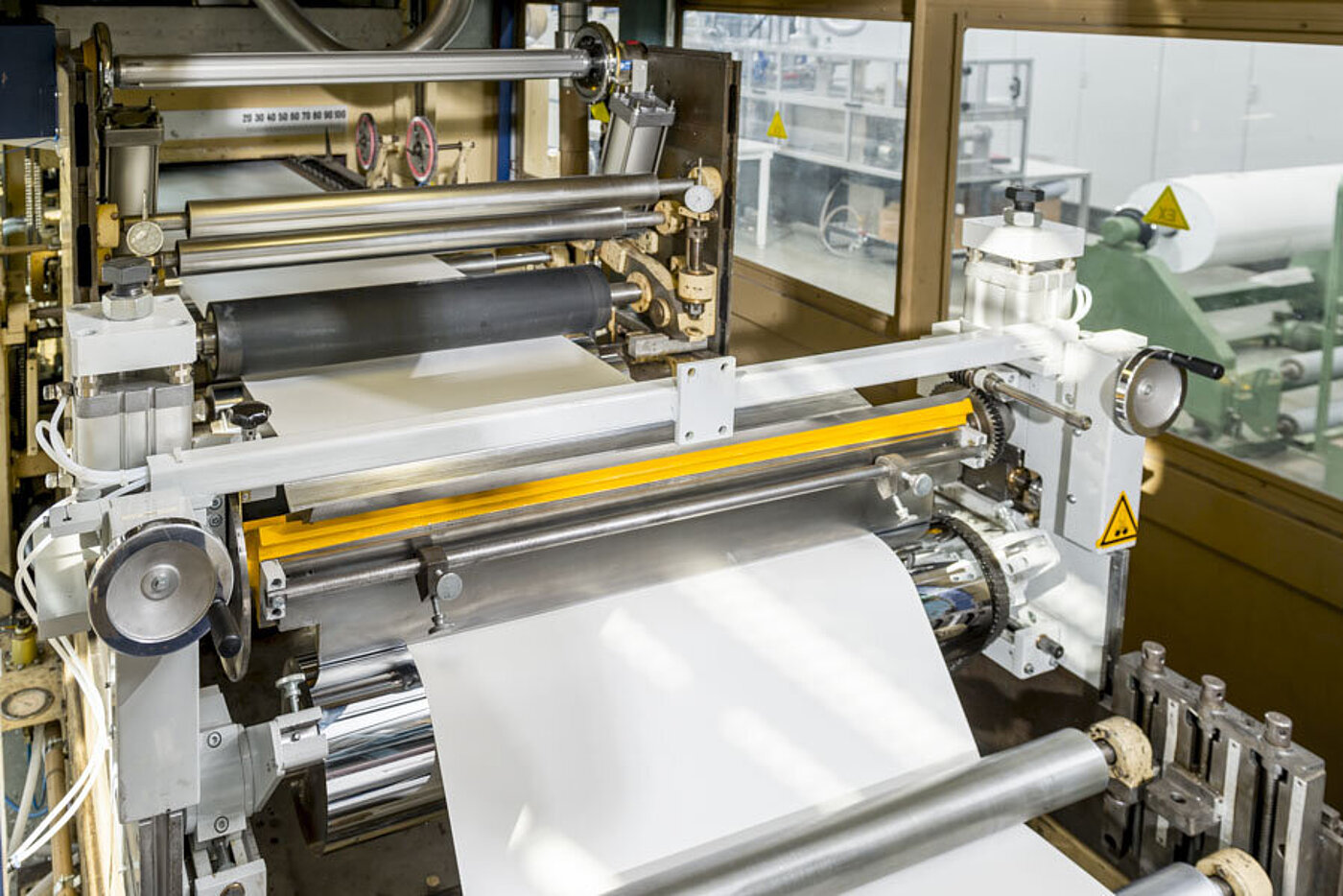
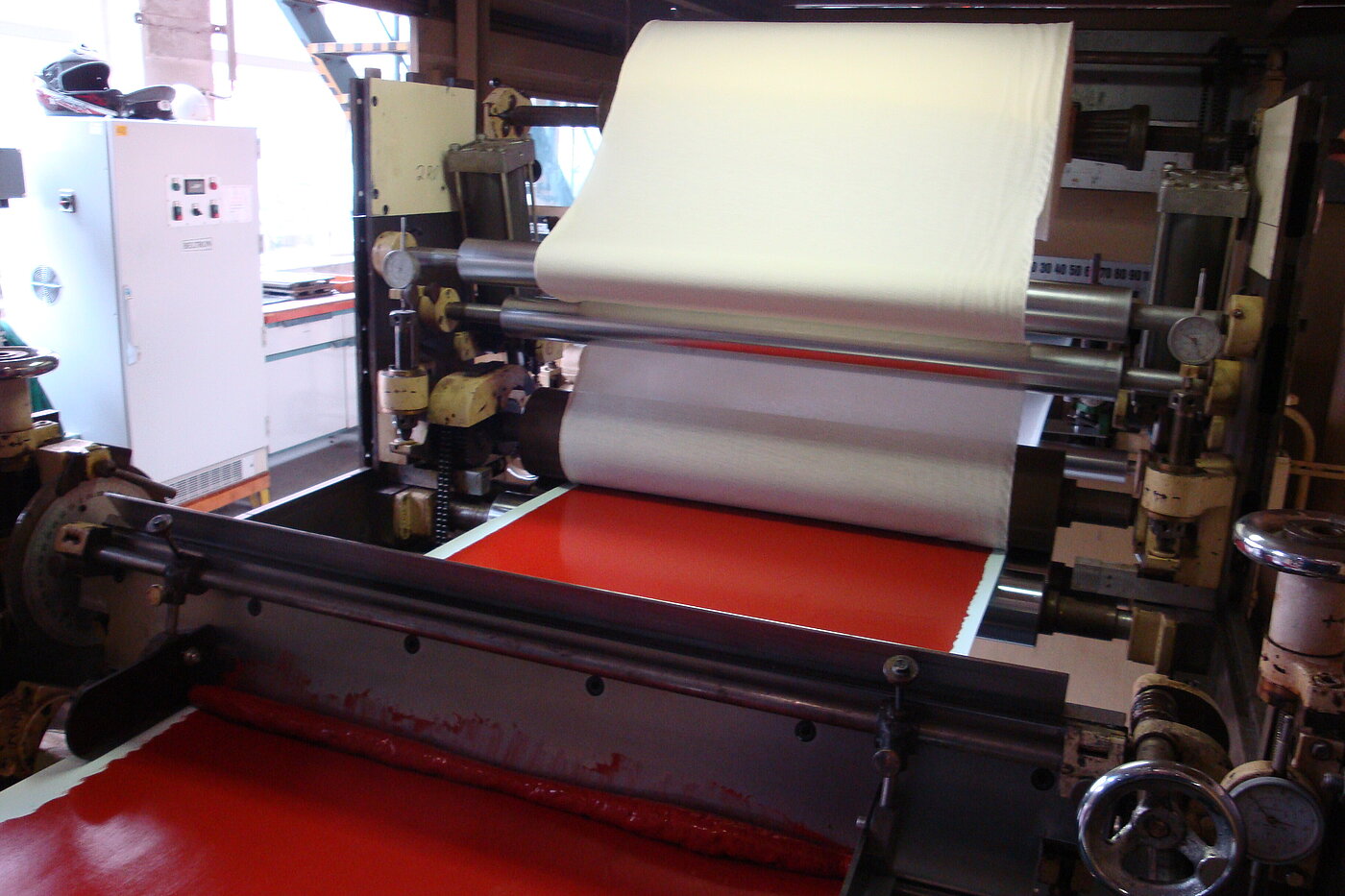
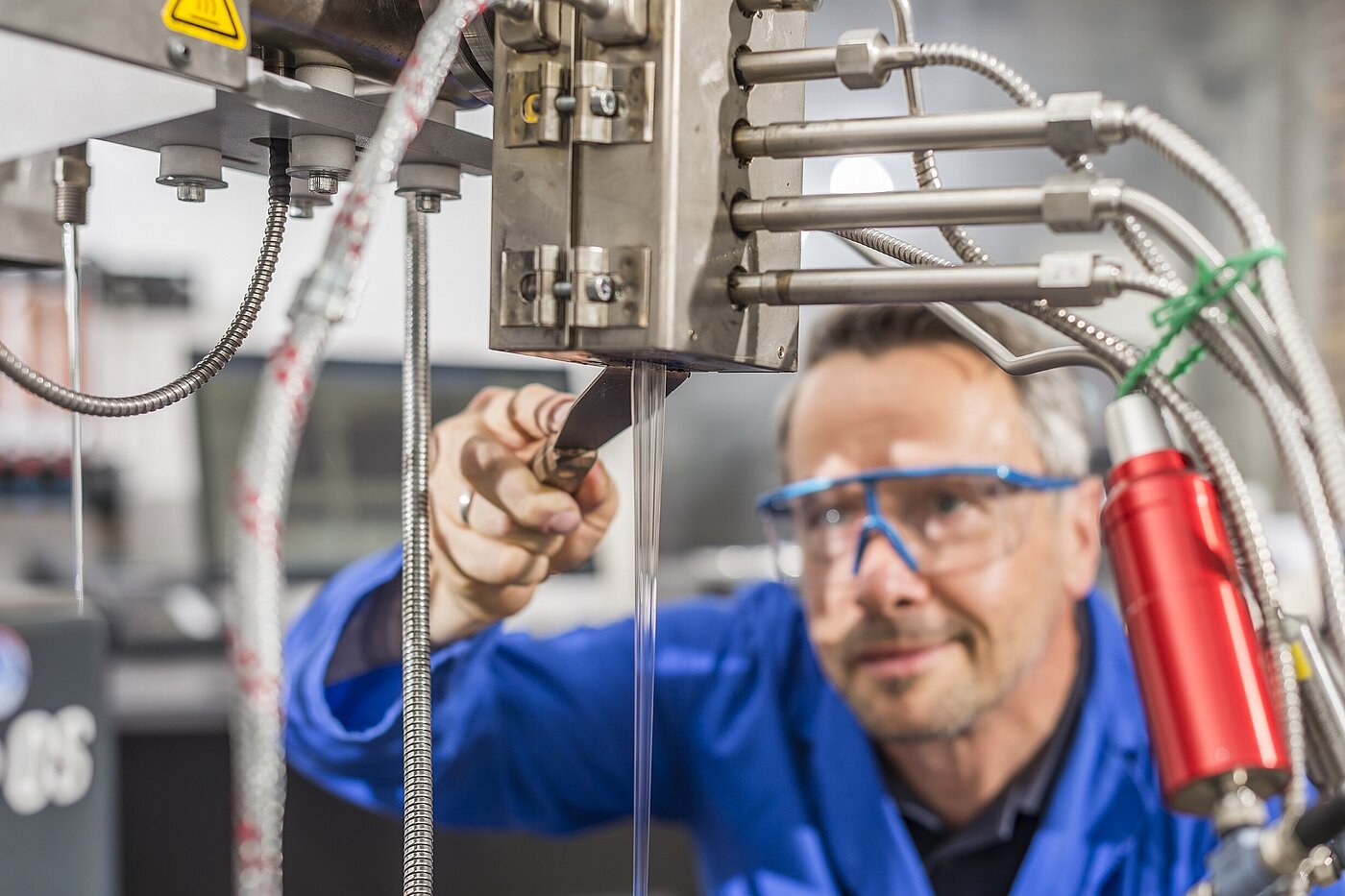
Beschichtung aus niedrigviskosen Systemen
Beschichtung aus niedrigviskosen Systemen


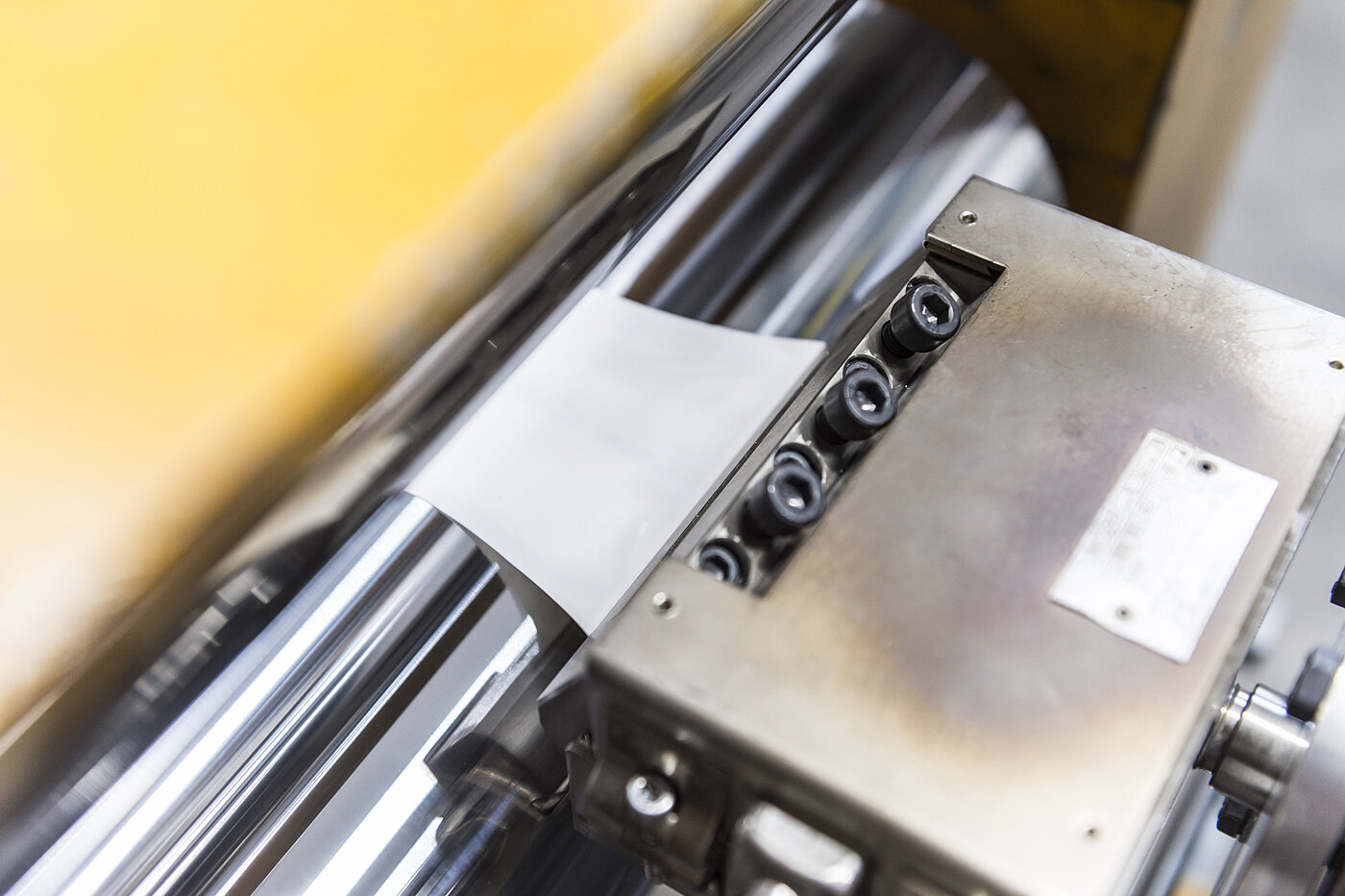
Extrusionsbeschichtung aus der Schmelze
Extrusionsbeschichtung aus der Schmelze

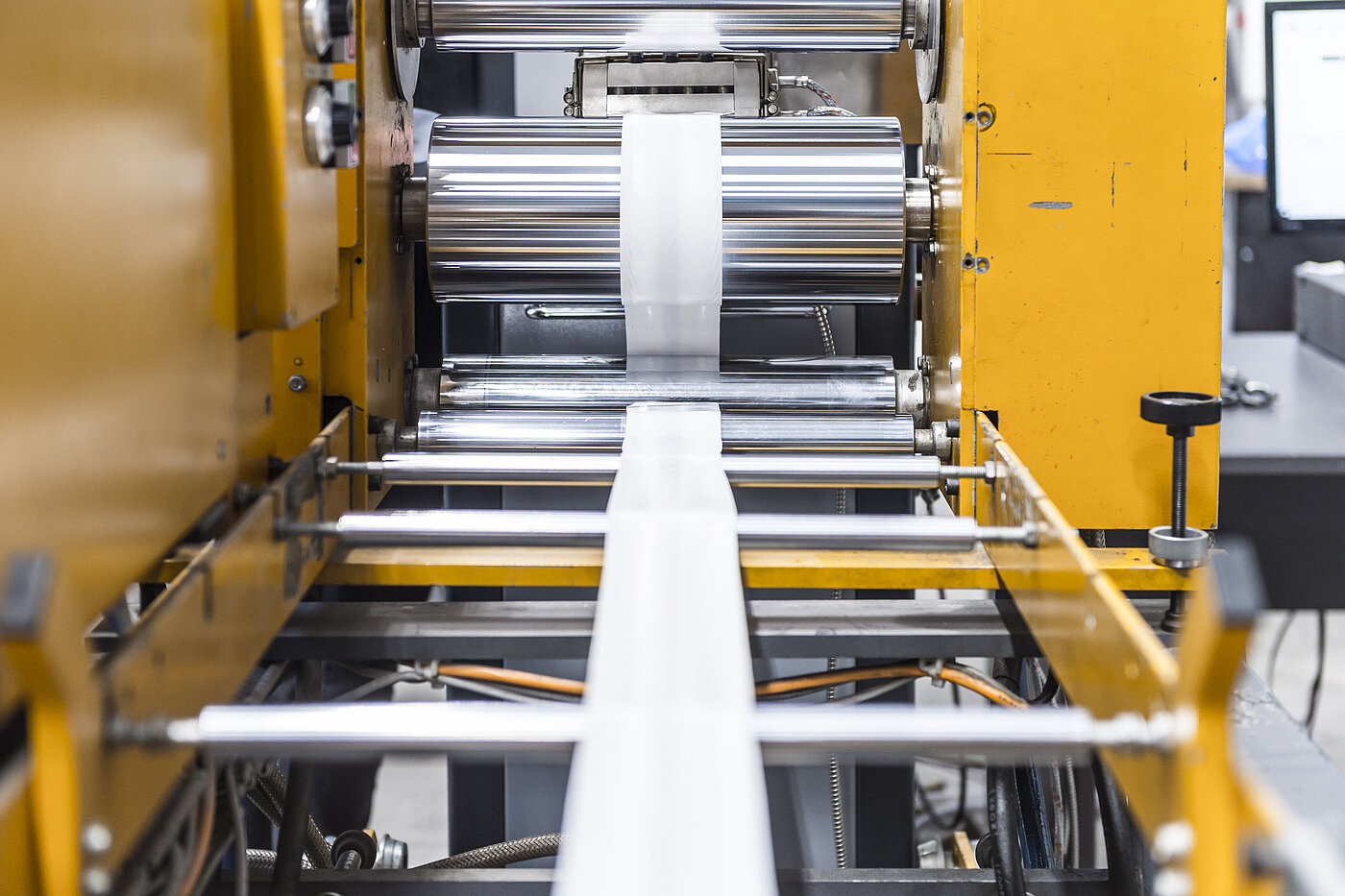

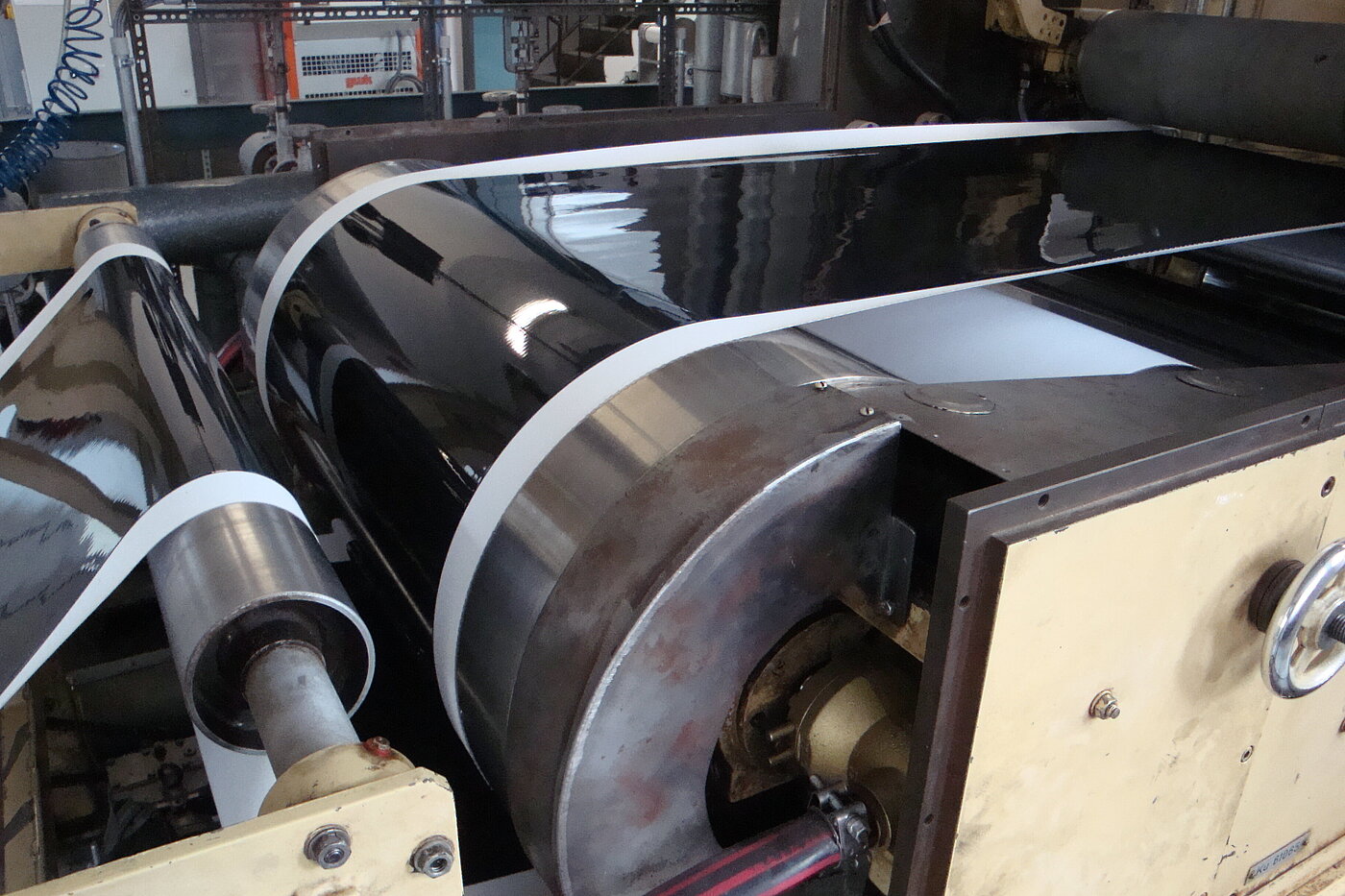
Kalanderbeschichtung aus der Schmelze
Kalanderbeschichtung aus der Schmelze


Hotmeltkaschierung
Masseauf- und Vorbereitungssysteme
Masseauf- und Vorbereitungssysteme



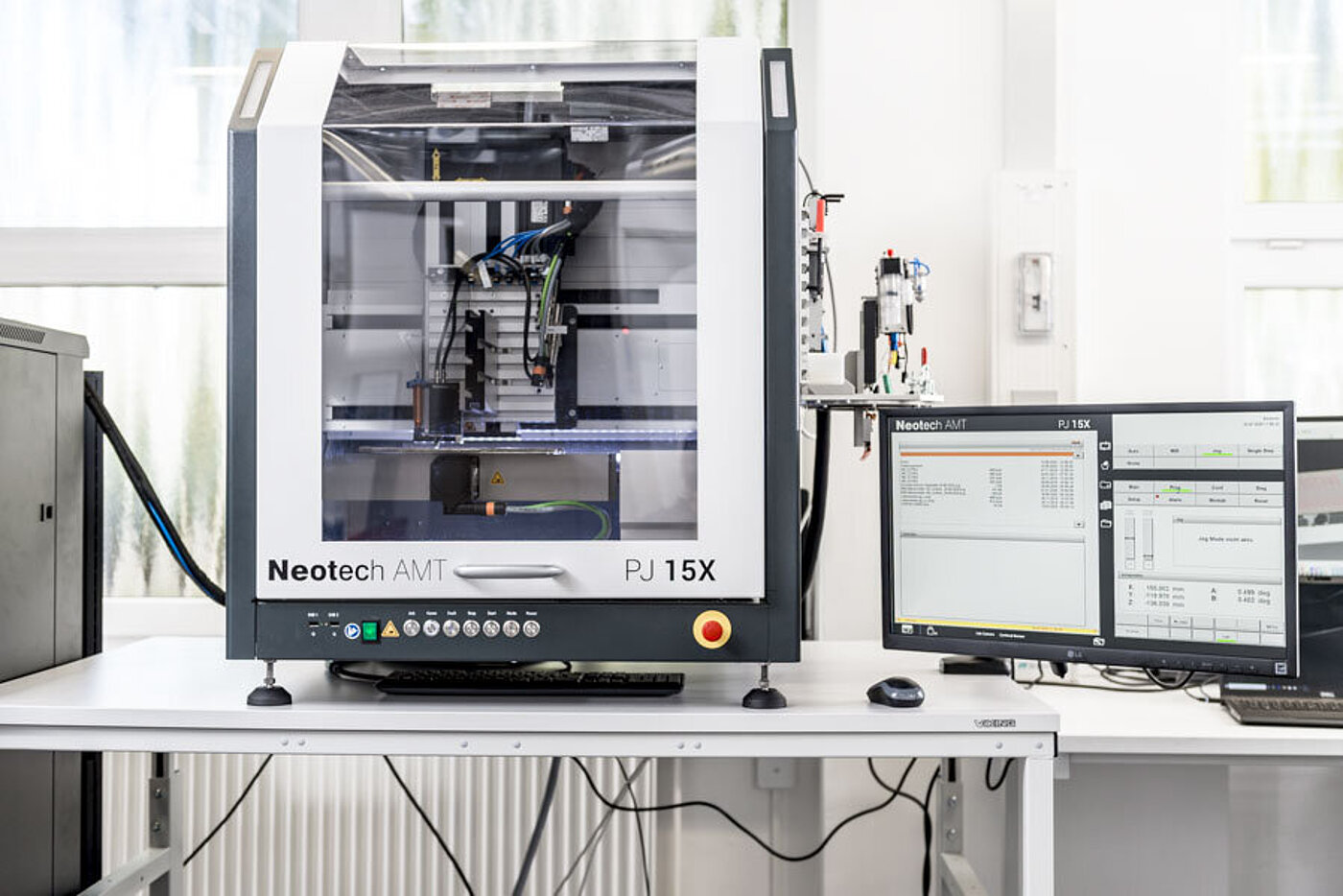
Innovative Drucksysteme
Innovative Drucksysteme




Laserschneiden und Gravieren
Laserschneiden und Gravieren

